BEYOND --- 新一代的刀片材质平台
后涂层处理 - CW5 技术
减小了涂层的应力
减小了细微崩刃
改善了涂层的附着性
改善了刃口的韧性
刀具寿命更稳定
减小了切深处缺口
更广的应用范围
细微颗粒的Al2O3涂层
高速切削仍能确保涂层的完整性
刃口微抛光处理
提高了刃口的韧性
表面更光滑,降低了切削 力、摩擦力,改善了粘屑性 能
涂层后磨削
刀片定位面更光滑
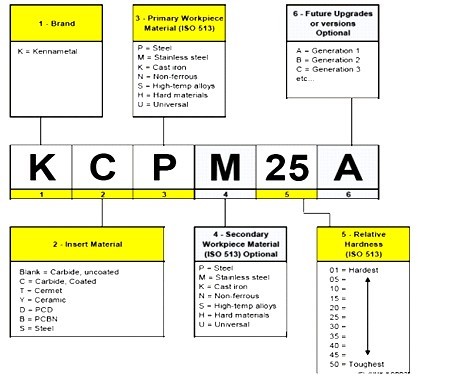
BEYOND --- 材质命名系统
BEYOND 钢件车削材质介绍
KCP05
在相同的材质等级中是刃口韧性和刃口耐磨性的极好结合
切削速度可增加20%
进给速度可增加30%-40%
测试案列:
外环湿式切削:VC=220m/min,f=0.55mm ,ap=1.25mm 比其他公司P05材质刀片寿命增加25%
铰链外圆干式切削: VC=280m/min,f=0.35mm ,ap=0.5mm 比KC9105材质刀片寿命增加100%
KCP10
在相同的材质等级中具有更好的刃口韧性和刃口耐磨性,相当于P10-P20的范围
切削速度可增加20-30%
进给速度和切深可增加10%-20%
测试案列:
内孔干式切削:VC=290m/min,f=0.36mm ,ap=2.54mm 比其他公司P15材质刀片寿命增加50%
活塞干式切削: VC=135m/min,f=0.35mm ,ap=2.0mm 比KC9110材质刀片寿命增加100%
KCP25
在相同的材质等级中具有更好的刃口韧性和刃口耐磨性,相当于P20-P30。
切削速度可增加20%
进给速度可增加30%-40%
测试案列:
铁路车轮外圆湿式切削:VC=48m/min,f=1. 8mm ,ap=9.5mm 比其他公司P20材质刀片寿命增加125%
活塞外槽湿式切削: VC=85m/min,f=0.25mm ,ap=0.5mm 比KC9120材质刀片寿命增加250%
KCP30
在相同的材质等级中具有更好的刃口耐磨性
切削速度可增加10%-20%
BEYOND 钢件车削材质介绍
KCP40
在相同的材质等级中具有更好的刃口韧性
进给速度可增加10%-20%
BEYOND 铸件车削材质介绍
KCK05
较好的刃口韧性和耐磨损性的结合
切削速度可增加10%—20%
进给速度可增加20%-30%
测试案列:
端面加工:VC=275m/min,f=0. 15mm ,ap=1.3mm 比其他公司K05材质刀片寿命增加6倍
泵外圆切削: VC=275m/min,f=0.15mm ,ap=1.27mm 比其他公司K05材质刀片寿命增加2.5倍
从动链轮仿形加工: VC=280m/min,f=0.3mm ,ap=1.00mm 比其他公司K10材质刀片寿命增加2倍
KCK15
在相同的材质等级中更耐磨损并具有更好的韧性
切削速度可增加20%—30%
进给速度可增加20%-30%
KCK20
在相同的材质等级中更耐磨损并具有更好的韧性
切削速度可增加20%—30%
进给速度可增加20%-30%
测试案列:
制动毂仿形干式切削:VC=490m/min,f=0. 2mm ,ap=2.0mm 比其他公司K20材质刀片寿命增加3.5倍
承重架内孔湿式切削: VC=179m/min,f=0.25mm ,ap=1.5mm 比其他公司K15材质刀片寿命增加1.5倍
缸套外圆湿式加工: VC=380m/min,f=0.25mm ,ap=2.00mm 比其他公司K15材质刀片寿命增加33%
BEYOND 不锈钢车削材质介绍
KCM15
在相同的材质等级中具有更优秀的抗磨损性
切削速度可增加20%—30%
KCM25
在相同的材质等级中更耐磨损并具有更好的韧性
切削速度可增加10%—20%
进给速度和切削深度可增加10%-20%
KCM35
在相同的材质等级中更耐磨损并具有更好的韧性
切削速度可增加10%—20%
进给速度可增加20%-30%
切削深度可增加10%-20%